- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик




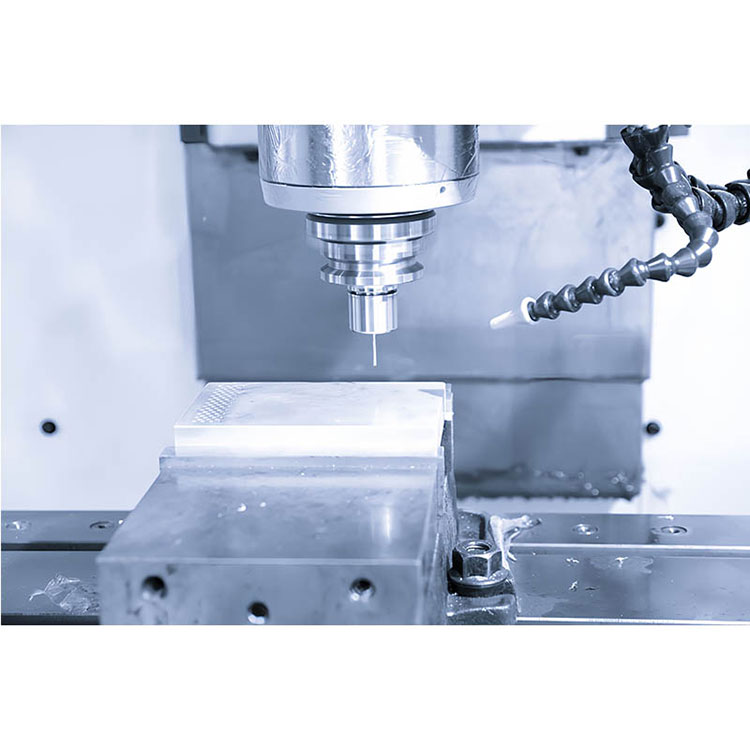


掘削およびタッピングマシン
中国の専門メーカーの1つとして、ユエリは掘削とタッピングマシンを提供したいと考えています。そして、私たちはあなたに最高のアフターセールサービスとタイムリーな配達を提供します。
モデル:LY-650
お問い合わせを送信
製品説明
LY-650掘削およびタッピングマシン
中国の評判の良いメーカーであるユエリは、掘削とタッピングマシンを提供することをいとわない。最高のアフターセールサポートと迅速な配信を提供することを約束します。
製品の紹介:
関数の概要:
小さな多孔質部品と製品の処理に特化しています。携帯電話の部品、通信機器、航空宇宙、自動車機関車、機器とメーター、光産業と繊維、電子器具、機械製造、銅、アルミニウム電極、その他の加工産業の処理に適しています。
主な構造は高強度鋳鉄で作られており、ストレス緩和のアニーリングと自然な老化治療の後、ベッドの精度は耐久性があり、安定しており、長い時間は変形しません。
高精度ストレートジャンクションスピンドルを採用して、ワークの高速加工を実現します。油温冷却機システムを使用すると、紡錘体の高速回転による温度上昇を減らし、スピンドルの熱伸長を効果的に改善し、加工精度を向上させることができます。
クランプツールストアは、工作機械のツールの変化速度と精度を改善するために使用され、ツールストアの容量は16または21個です。
胴体ベースは、工作機械内の廃棄物を簡単にきれいにするのが簡単な後部傾斜構造設計を採用しています。
背の高い柱の構造設計により、スピンドルの鼻端とワークベンチの間の距離が増加します。これは、4番目のシャフトコンポーネントの設置と適用により適しており、処理領域をより広くします。
潤滑自動オイラー、断続的なタイミングオイル注入の定量的制御、可動部品の持続潤滑。
参照仕様
|
機械パラメーター |
ユニット |
T650 |
T850 |
T1000 |
T1200 |
|
三軸旅行 |
mm |
600×480x350 |
800×500×420 |
1000×500×450 |
1200×550×500 |
|
テーブルサイズ |
mm |
650x475 |
1000x500 |
1300x550 |
1100x500 |
|
t-slot |
mm |
5-18x80 |
4-16x100 |
5-18x80 |
5-18x100 |
|
テーブルの最大ベアリング容量 |
kg |
300 |
500 |
600 |
700 |
|
スピンドルの端面から作業面までの距離 |
mm |
150〜500 |
140〜560 |
150〜600 |
150〜650 |
|
スピンドルセンターからコラムガイドレールまでの距離 |
mm |
541 |
580 |
580 |
605 |
|
x軸レール仕様 |
mm |
35 |
35 |
35 |
30 |
|
Y軸レール仕様 |
mm |
30 |
35 |
35 |
35 |
|
Z軸レール仕様 |
mm |
35 |
35 |
35 |
35 |
|
x/y/zネジの仕様 |
mm |
32x16 |
36x16 |
36x16 |
36x16 |
|
スピンドル仕様 |
|
BT30/φ100 |
BT30/φ100 |
BT30/φ100 |
BT30/φ100 |
|
最大スピンドル速度 |
RPM |
20000 |
20000 |
20000 |
20000 |
|
スピンドルパワー |
KW |
5.5 |
5.5 |
5.5 |
7.5 |
|
x/y/z 3軸モーターパワー |
KW |
1.5/1.5/3 |
2/2/3 |
2/2/3 |
2/2/3 |
|
x/y/z最高速度の高速 |
m/my |
48 |
48 |
48 |
48 |
|
x/y/z最大切断速度 |
mm/min |
10000 |
10000 |
10000 |
10000 |
|
3軸の位置決めの精度 |
mm |
±0.003/300 |
±0.003/300 |
±0.003/300 |
±0.003/300 |
|
3つの軸が繰り返される位置決めの精度 |
mm |
±0.002/300 |
±0.002/300 |
±0.002/300 |
±0.002/300 |
|
空気圧仕様 |
kg/cm2 |
6-7 |
6-7 |
6-7 |
6-7 |
|
機械のサイズ |
mm |
1770×2300×2100 |
2300×2200×2500 |
2600×2500×2800 |
3000×2800×3000 |
|
機械重量 |
T |
3.2 |
4.5 |
5.3 |
6.5 |
さまざまなCNCシステムオプション

会社の強さ

生産プロセス
1、高温炉による鋳鉄と6か月以上の老化治療。
2、厳密なアセンブリプロセス(レールアセンブリ、リードスクリューアセンブリ、ベアリングアセンブリなど)。
3、絶妙なスクレイピングテクノロジー(モータースクレーパー、スピンドルエンドスクレーパー、列のインストール表面スクレーパー)。
4、科学生産、品質管理システム全体のトレーサビリティ。

品質保証システム
1.ピッチエラーを検出すると、XXおよびYY方向の線形軸ガイドレールのまっすぐさを同時にテストできます。
2、機械工場の各部分の機械加工と組み立ての精度を確認します。工作機械の正式な位置決めの精度と繰り返しの位置決め精度が測定されます。
3、マシン全体が紡錘体とテーブルプレーンの垂直方向の精度を検出し、0.01mm以内を確保するために精度が必要です。
4. Z軸ガイドレールとワークベンチの垂直性は、マシン全体によって検出され、精度は0.01mm以内に保証されます。
5.マシンは、xy軸ガイドレールの垂直性を検出し、0.005mm以内の精度を必要とします。

ホットタグ: 掘削およびタッピングマシン
関連カテゴリー
お問い合わせを送信
下記フォームよりお気軽にお問い合わせください。 24時間以内に返信いたします。